在现代化、自动化的工业生产浪潮中,包装作为产品流通的最后一道关键工序,其效率与质量直接影响着企业的市场竞争力。其中,转盘给袋式包装机以其高效、精准、适应性强的特点,成为众多食品、日化、医药、化工等行业的包装利器。而“源头工厂直供”模式下的国内实力品牌,正凭借卓越的技术研发与扎实的制造能力,为市场提供着高性价比的可靠设备。
一、转盘给袋式包装机:高效自动化的核心装备
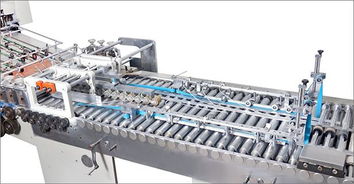
转盘给袋式包装机是一种高自动化程度的包装设备。其核心工作原理是通过旋转式工作台(转盘)实现多工位同步作业,依次完成取袋、开袋、充填(可涵盖固体、液体、粉末等多种物料)、封口、输出等系列动作。相较于直线式包装机,转盘式设计实现了生产的连续性,显著提高了包装速度,尤其适合大批量、连续化的生产需求。其给袋方式对预制袋的适应性广,包装成品美观、密封性好,极大地提升了产品档次与保质能力。
二、源头工厂直供的优势:品质、成本与服务的保障
“源头工厂直供”意味着客户可以直接与设备的生产制造商对接,摒弃了中间环节。这一模式为采购方带来了多重核心优势:
- 品质可控,技术扎实:实力品牌工厂通常拥有完整的研发、设计、生产、装配和测试体系。从钢材选型、精密加工到电气组装、软件调试,均在严格的质量管理体系下完成,确保了设备运行的稳定性与耐用性。客户甚至可以实地考察生产线,见证制造工艺。
- 成本优化,性价比高:减少中间商差价,使得设备在同等配置和性能下,具有更优的价格竞争力。工厂能够根据客户的实际预算和需求,提供更灵活的配置方案。
- 服务响应迅速,定制能力强:直通工厂意味着技术支持和售后服务响应更直接、更快速。对于有特殊包装需求(如异形袋、特殊物料、特殊工艺)的客户,源头工厂具备强大的非标定制能力,能够从源头进行机械设计和程序修改,提供真正意义上的“量身定制”解决方案。
- 持续技术支持与升级:作为设备的创造者,工厂对自身产品的理解最为深刻,能够提供贯穿设备全生命周期的维护、保养指导以及后续的技术升级服务。
三、甄选国内实力品牌的关键要素
面对市场上众多的制造商,如何甄选真正的“实力品牌”至关重要,应重点关注以下几个方面:
- 研发与创新实力:考察企业是否拥有专业的研发团队、专利技术(特别是发明专利)以及与高校或科研机构的合作。持续创新能力是设备保持技术先进性的基础。
- 制造工艺与品控:探访工厂车间,观察加工设备(如数控机床、激光切割机等)的先进程度、装配环境的洁净与规范度,以及是否有严格的质检流程(如试机测试、耐久测试)。
- 行业案例与口碑:深入了解品牌在目标行业(如休闲食品、调味品、宠物食品等)的成功应用案例,实地考察或咨询现有用户的使用体验,包括设备稳定性、产能达标情况、故障率及售后服务评价。
- 设备的综合性能:重点关注设备的实际包装速度(包/分钟)、适用袋型与尺寸范围、计量精度、材质接触部分的用料(如是否采用食品级不锈钢)、核心元器件(如PLC、伺服电机、气动元件)的品牌与配置。
- 服务的完备性:是否提供从场地规划、安装调试、操作培训到售后维护的一站式服务,以及保修条款和备件供应体系是否健全。
###
在智能制造和产业升级的背景下,选择一台性能卓越、运行稳定的转盘给袋式包装机,是生产企业提质增效的关键决策。通过“源头工厂直供”模式,对接国内具备深厚研发底蕴和精密制造能力的实力品牌,不仅能获得高性价比的优质设备,更能赢得一个值得信赖的、能够伴随企业共同成长的技术合作伙伴。这不仅是简单的采购行为,更是为企业构建高效、柔性、可靠包装生产线的战略性投资。